It is often still a challenge to maintain low levels of microbial contamination in these same low nutrient waters. Tradition held that systems operating at temperatures over 165° F. and as high as 185° F. were most secure and hence most acceptable, however the cost of operation, was and is prohibitive, especially if cooler water was required in processing.
Only one alternative method for sanitisation of stored and distributed pure water and ultra pure water has proven substantially equal to heat sanitisation and that is the use of ozone, when properly applied. Before implementing ozone one should explore the amount of ozone required, select a proper ozone concentration and type and size of ozone generator required, its proper application, handling and control, as well as safety issues and maintenance concerns.
Various system configurations, implementation methods have to be reviewed including actual projects installed over the past decade. It is obvious that the past and present experience of the industry demonstrates that the use of ozone as a sanitiser is cost effective, reliable and uncomplicated.
Ozone CIP
In terms of ozone versus the other sanitizing chemicals, ozone works against virtually all pathogens. Ozone is generally faster acting versus other agents which means shorter cycle times or lower dosages. Unlike other disinfectants, ozone is not significantly affected by pH. Because it is very short lived in aqueous solution, half live of about 20 minutes or less, it quickly dissipates on the equipment surface further reducing potential issues with its use.
The use of ozone will also not create toxic byproducts or leave a residual in the spent wash water. This is because ozone breaks down to oxygen after use. Chlorine based chemicals can form chlorinated organic compounds such as trihalomethanes or haloacetic acids. Both groups have been regulated as possible carcinogens. Since ozone does not form these byproducts and its breakdown product is oxygen, a final rinse may not be needed, reducing total water use in the process.
Another important advantage of ozone is that it is generated on site. Only as much ozone as needed is produced. So, there is no need to purchase or store chemical biocides.
Combining ozone with the CIP process allows for a high degree of automation and quality control in the disinfection step of the process. Ozone generators, as part of an integrated ozone water treatment system, can be paced to deliver the precise amount of ozone required. Data on ozone concentration levels and time of exposure can be tracked for quality control and reporting requirements.
The process advantages of using ozone for CIP along with its efficacy in destroying micro organisms have made ozone use increasingly important in the food and beverage industry.
Compared to manually initiated cleaning or disinfection of fluid handling systems, automated disinfection processes known as Clean-In-Place (CIP) have many advantages – especially in terms of repeatability, reliability, reduced downtime, and in documenting cleaning performance. CIP is an essential production tool that can save companies “thousands of Rupees” in operating costs and downtime.
CIP Process
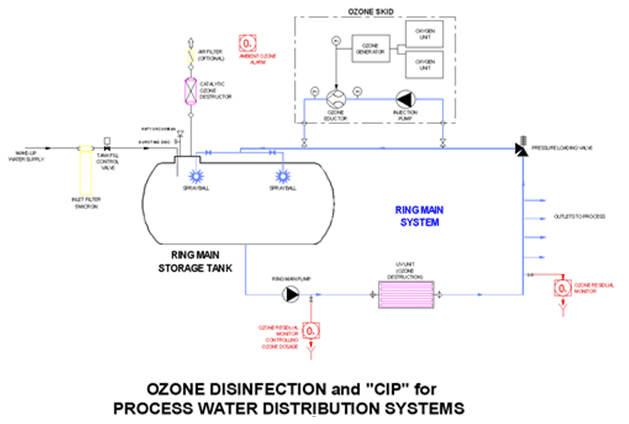
During periods when there is no production demand, switching off the UV lamp allows ozonated water to circulate freely throughout the system destroying any biofilm and disinfecting the complete system. To resume production, the UV unit is switched back on, immediately destroying the ozone disinfectant in the recirculating water. This allows production to commence directly without the need for the system to be drained or flushed.
Monitoring & Control (Please put the relevant system details that you offer your clients as discussed on phone)
The level of ozone present in water can be readily and accurately monitored ensuring effective control of water quality.
Benefits of Ozone Disinfection for Process Water Systems
Ozone destroys all bacteria, biofilms and viruses, etc. The nature of ozone destruction of bacteria is such that resistant strains cannot develop. Ozone destroys and removes biofilm. The ability of UV to breakdown ozone to natural oxygen allows the system disinfection to be instantly turned on and off. No need to drain or flush the system. The presence of Ozone in water is readily measured and verified using standard instrumentation and chemical test procedures. Ozone will not react with the process water to form any bi-products. Ozone being a form of oxygen is both safe and controllable. Ozone is produced at point of use using electricity and air. The hazards associated with the handling, storage, disposal of toxic and polluting chemicals / containers is eliminated. No high temperatures, hot pipework or hazardous chemicals. In the event of ozone leakage, the system can be shut down automatically and ozone will dissipate naturally within minutes. Reduced system cleaning and downtime, reduces filtration requirements and filter replacement. Disinfection of the system can be fully automated.
Recent Comments