Ozone treatment is the most frequently used disinfection process in water bottling today. With the application of a single ozone treatment step, the water bottler can disinfect the water, the bottling equipment, the bottle, the air above the water and the sealed cap of the bottle, thereby provide a most effective barrier to microbiological contamination for the protection and benefit of the consumer.
These are the reasons why most water bottlers rely on ozone treatment to provide a safe, good tasting, aesthetically pleasing and storage stable product. As the ozone treatment became a well accepted, routine part of the water bottling process, many of its other benefits beyond the disinfection have become taken for granted and nearly forgotten. Some water bottlers may not even realise today that the use of ozone also provides benefits, such as, improved taste, elimination of odour, and long 2 years storage stability. These benefits have improved their product substantially making it a good tasting and safe. These are the product quality features that the costumers have grown to expect and enjoy.
Since ozone treatment has become such a key process for the water bottlers, they need to stay current with the advances in the technology, and the improvements in the ozone treatment process. In addition they must follow and review the regulatory and procedural changes in BIS standards.
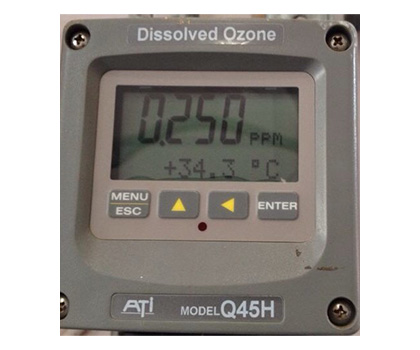
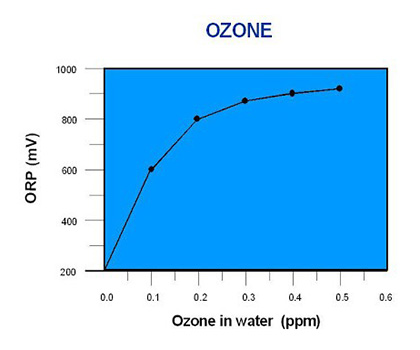
Various methods are used to check residual ozone in water Online dissolved ozone analysers and ORP meters to measure residual ozone

Recent Comments